- Как сварить потолочный шов
- Особенности техники потолочного шва
- Как сварить потолочный шов правильно. Рекомендации для начинающих
- Способы сварки
- Этапы выполнения работ
- Рекомендации по технике безопасности
- Как варить потолочный шов. Общие рекомендации по технике безопасности. Технология сварки. Корень шва, заполнение разделки и лицевой слой
- Общие рекомендации по технике безопасности
- Технология сварки потолочного шва
- Общие рекомендации
- Способы варки потолочных швов
- Сварка в потолочном положении
- Корень шва
- Заполнение разделки
- Лицевой слой
Как сварить потолочный шов
 Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла.
Потолочный сварочный шов считается одним из наиболее сложных типов сварки, поскольку сварочная ванна располагается вверх дном. Сварка потолочных швов требует точной последовательности выполнения всех действий. Если не соблюдать правила и рекомендации можно получить некачественное соединение, что чревато подтеками раскаленного металла.
Выполняя потолочный шов нужно соблюдать технику безопасности и защитить свое лицо и руки от возможного попадания горячих капель металла.
Особенности техники потолочного шва
Обратите внимание! Подготовительные работы перед сваркой потолочных швов сопровождаются рядом сложностей. Это обусловлено тем, что в процессе сварки расплавленный металл может стекать вниз и случайно попасть на участок кожи человеку, который выполняет сварочный шов. Именно поэтому опытные специалисты, зная как варить подобный шов, применяют специальные приемы сварки, которые обеспечивают строгое соблюдение правил безопасности.

Прежде чем соединять потолочные швы, надо четко понимать все требования и не пренебрегать выполнением обязательных условий. Особенно эта информация важна для начинающих сварщиков.
- Для соединения потолочных швов должна использоваться сварка полуавтоматом или ручным способом.
- Чтобы получилось прочное и качественное соединение используются покрытые электроды.
- Сварка потолочного соединения производится в режиме короткой дуги, электроды, которые вы используете должны быть не более 4 мм.
- Дуговая сварка предполагает проведение подготовительных работ: чтобы используемый металл не растекся, электрод нужно держать немного отводя в бок.
- Ширина шва должна быть меньше, чем толщина электрода.
- В процессе сварки могут образовываться газы, которые оказывает негативное воздействие на качество шва. Для того, чтобы этого не произошло, электроды должны быть полностью сухими.
- Сваривание потолочного шва должно выполняться по направлению «на себя». Так вы сможете подобрать подходящий темп продвижения и следить за качеством шва.

- Чтобы в итоге получить максимально прочное и надежное соединение, края заготовок перед сваркой должны быть хорошо зачищены.

Если ваши заготовки имеют толщину более одного сантиметра и вы не знаете как варить потолочный шов, то знайте, что в такой ситуации сварка должна производиться поэтапно. В самом начале работы надо использовать электрод, диаметр которого не превышает показатель в 3 мм, на всех остальных этапах берется электрод с диаметром 4 мм.
Обратите внимание! Сваривание потолочного шва подразумевает создание не только горизонтальных швов, но и соединений по определенным уклоном (от 10 до 80°С). В данном случае может использоваться как ручная сварка, так и сварка полуавтоматом. Можно воспользоваться и дуговой сваркой с применением покрытых электродов
Как сварить потолочный шов правильно. Рекомендации для начинающих
 Как уже отмечалось, главная отличительная особенность такой сварки основана на перевернутой сварочной ванне и удерживании силой натяжения раскаленного металла. Очень важно соблюдать минимальный размер ванны и иногда отводить электрод в сторону, чтобы у металла было время для того чтобы остыть и схватиться. К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
Как уже отмечалось, главная отличительная особенность такой сварки основана на перевернутой сварочной ванне и удерживании силой натяжения раскаленного металла. Очень важно соблюдать минимальный размер ванны и иногда отводить электрод в сторону, чтобы у металла было время для того чтобы остыть и схватиться. К тому же, такой способ сварки обезопасит ваше соединение от появления трещин.
Способы сварки
- Полумесяцем, такой метод предполагает расположение электрода под углом 90-140° к поверхности. При помощи колебательных движений по дуге он двигается по направлению от кромки к кромке.
- Лесенкой, здесь электрод размещается точно так же. Его отводят в сторону от раскаленного металла и возвращают обратно.
- Обратно-поступательный способ. В данном случае электрод необходимо постоянно возвращать на застывший шов.
Самым простым считается первый способ и хорошо подходит для малоопытных сварщиков. Варианты, предполагающие сварку лесенкой и обратно-поступательным способом являются более сложными и затратными по времени. Но подобное соединение будет более качественным.

Этапы выполнения работ
Изначально места, которые будут подвергаться сварке надо хорошо обработать, зачистив края при помощи болгарки или металлической щетки. Затем проваривается корень шва электродом (3 мм). Посредством его формируется валик из расплавленного металла. Если нужно, чтобы валик был и с обратной стороны, то электрод маленькими короткими бросками направляется внутрь зазора. Следите и контролируйте равномерное горение дуги. Образовавшийся валик надо освободить от шлака. Если его форма слишком выпуклая, то обязательно нужно довести его до чистого металла. Как уже говорилось, на следующих этапах применяется электрод с большим диаметром (4 мм).

Рекомендации по технике безопасности
Для того, чтобы получить надежный и прочный шов, следует выполнять все правила по технике безопасности. От соблюдения правил зависит не только качество шва, но и ваша личная безопасность.
- Обязательно изолируйте все провода, а когда приостанавливаете работу и вовсе отключайте сварочный аппарат. Так вы обезопасите себя от поражения током во время сварочного процесса.
- Рекомендуется осуществлять сварку потолочных швов в теплом сухом помещении.
- Ни в коем случае нельзя работать в дождливую и снежную погоду. Выполнять сварку во влажных помещениях могут только специалисты с большим опытом, но даже в этом случае следует быть предельно осторожным.
- Надевайте специальную защитную одежду , маску и очки. Все тело должно быть плотно закрыто одеждой.
В заключении стоит еще раз отметить, что сваривание потолочных швов – процесс достаточно трудоемкий и энергозатратный. Начинающему сварщику достаточно сложно выполнять такой вид соединений. Чтобы качественно выполнить работу и создать хороший прочный шов, нужно получить специальные знания, овладеть техникой работы со сварочным аппаратом и ознакомиться со всеми нюансами данного вида работ. Предварительно лучше потренироваться на сварке каких-нибудь деталей. Если у вас недостаточно знаний и опыта, то лучше доверить этот процесс специально обученным людям. В любом случае, как опытным сварщикам, так и новичкам необходимо строго соблюдать правила безопасности. Точное выполнение всех предписаний и инструкций – залог вашей личной безопасности.
Источник
Как варить потолочный шов. Общие рекомендации по технике безопасности. Технология сварки. Корень шва, заполнение разделки и лицевой слой
Потолочный шов является наиболее трудным типом сварки, так как сварочная ванна находится вверх дном. Если не выполнять особые действия, во время его выполнения возможны подтёки раскаленного металла.
Также важно соблюдать технику безопасности при выполнении этого шва, ведь любая капля может попасть вам в лицо, уши, шею или обувь. В видео вы найдете ответы на некоторые вопросы.
В промышленном производстве такой способ сварки почти исключен, за счёт изменения положения деталей. Однако любой сварщик должен уметь варить потолок. Сварка в потолочном расположении часто используется при строительно-монтажных работах и создании трубопроводов, а также в судостроении.
Общие рекомендации по технике безопасности
- Исключите любую возможность поражения током при сварке. Провода должны быть изолированы. Во время простоя выключайте сварочный аппарат.
- Не работайте под дождем или снегом. Сварка во влажных помещениях требует большого опыта.
- Пользуйтесь спецодеждой для защиты глаз и поверхностей тела. Обязательно наличие сварочной маски и очков (для удаления шлака). Поверхность тела должна быть полностью закрыта плотной заправленной одеждой.
- Соблюдайте взрыво- и пожаробезопасность.
Технология сварки потолочного шва
Для начинающих сварщиков будет полезно ознакомиться с общим видео уроком по ручной дуговой сварке :
Общие рекомендации

Сварной шов потолочный
Во время сварки расплавленный металл удерживается от падения силой поверхностного натяжения. Именно поэтому нужно максимально уменьшать размер сварочной ванны. Для этого нужно периодически отводить электрод в сторону, чтобы металл успел слегка затвердеть.
Кроме того, ширина валиков уменьшается. Как правило, она составляет 2-3 ширины электрода. Обычно на сварочный шов используются электроды диаметром не больше 4 мм. В момент удаления дуги иногда образуются подрезы. Задерживайте электрод на кромках, чтобы избежать этого.
Электрод обязательно должен быть сухой, иначе выделяемые газы могут попасть в сварной шов, снизив его качества. При сварке такой методикой уменьшаются испарения шлаков и газов из расплавленного металла. Поэтому сварочные швы в потолке имеют более низкие свойства металла, чем при сварке в других положениях.
Сварку на потолке рекомендуется проводить на себя, это позволит вам хорошо наблюдать за процессом, подбирать скорость и способ варки. Материалы толщиной выше 8 мм сваривают в несколько проходов. Корневой шов обычно выполняется электродом 3 мм, а последующие — 4 мм.
Важно знать! Перед сваркой соединяемые торцы должны быть обработаны и иметь фаску по ГОСТу 10948-64. После каждого валика следует тщательно удалять слой шлака. Сварочные допуски соединений описаны в ГОСТ 5264-80.
Способы варки потолочных швов
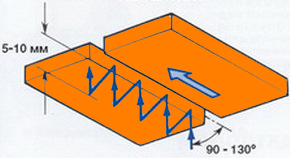
- Полумесяцем – электрод должен находиться под углом 90-130° к потолку. Колебательными движениями в форме полумесяца (зигзагами), беспрерывно заходят электродом на затвердевшую часть металла. Такой способ требует нескольких проходов, и является самым простым для новичков.

Способ сварки полумесяцем
- Лесенкой – электрод находится под углом 90-130° к потолку. Его подводят к потолку и зажигают дугу. Когда образуется расплавленный металл, электрод немного отводят (5-10 миллиметров) и возвращают назад, перекрывая засохший металл на 30-50% от её длины.
Обратно-поступательно – конец электрода постоянно возвращается назад, на затверделую часть металла, таким образом, постоянно удлиняя шов. Это самый трудный и трудоёмкий способ, но в тоже время он самый прочный.

Сварка в потолочном положении
Сварка происходит в несколько этапов, первый из них – проварка корня шва.
Корень шва
Используйте электрод диаметром 3 мм и силу тока минимального или среднего диапазона.
В зависимости от условий, сварку можно выполнить несколькими способами :
- Если возможна выборка и подварка с обратной стороны, то при сварке следует обратить внимание на формирование валика с нижней стороны. Не должно быть нависаний и подрезов.
Лучше всего такой шов выполнить колебательными движениями от кромки к кромке, с задержкой на них. Таким образом, не потребуется дополнительная выборка, и после очистки соединения от сварки можно будет накладывать второй валик (читать далее Пластиковые потолки: особенности монтажа).

Потолочный сварочный шов
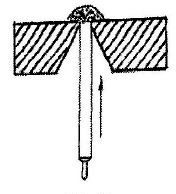
- Если есть необходимость формирования валика с обратной стороны, нужно совершать постоянные поступательные движения электрода внутрь зазора на минимально короткой дуге. Добейтесь того, чтобы дуга горела с обратной стороны, тогда металл будет застывать в форме зонтика (читать далее Потолочная плита байкал).
Основное внимание при такой сварке должно быть сосредоточено на обратном валике. При возможности выдерживайте скорость сварки в зависимости от нижнего валика, чтобы не было сильной выпуклости. Если всё-таки внутренний валик получился слишком выпирающим, то необходима выборка до чистого металла.
Корень шва с обратной стороны
Заполнение разделки
Сварка 2 и 3 валика происходит электродом 3 мм. на средне-максимальном токе, либо 4 мм. на среднем. Выбор зависит в зависимости от ширины первого валика. Чтобы не образовалось выпуклости, следует задерживаться на краях, затем немного смещать дугу по кромке и переходить лесенкой на другую кромку.
Если необходимо изменить форму валика при сварке, изменяйте скорость, наклоняйте электрод другим углом, увеличивайте величину шага.

Влияние угла наклона электрода на форму шва
Совет! Не делайте валики большой ширины, они будут давать подтёки и капать.
4 и 5 слой зависят от ширины предыдущих валиков – во всю ширину, или в 2 валика. Следующие слои выполняются в виде наплавки без колебательных движений. При подходе к кромке нужно оставлять расстояние диаметром электрода с покрытием, между предпоследним валиком и кромкой.

Как правильно варить потолочный шов — схема
Лицевой слой
Лицевой слой варится в углубление 0.5-2 мм.
В зависимости от толщины металла и ширины последнего слоя, может потребоваться несколько проходов.
При сварке в 1 проход и углублении предпоследнего слоя на 0.5-1 мм. необходимо производить сварку методом «вперед дугой». Шаг подбирайте в зависимости от формирования валика.
Если углубление от 1 до 2 мм, используйте метод «лесенкой».
При сварке в несколько проходов, боковые валики проходящие у кромки, в каждом случае варятся разными способами: с манипулированием или без него, лесенкой или дугой вперед. Последний валик по центру варится так, чтобы ровно соединить 2 боковых.
Подробная схема показана на картинке выше.
В заключение стоит добавить, что не стоит заниматься сваркой потолка без опыта. Это достаточно трудное дело, требующее определенных знаний и навыков, которые приходят со временем. Начинайте сварку с более простых видов соединений.
Источник



